| Zur mechanischen Fertigung des
Rollenhalters:
Als Erstes stellen wir den Spacer
her. Dieser wird auf einer konventionellen Drehbank gefertigt, da
sich durch die exzentrische Formgebung, Arbeitsabläufe ergeben welche
nicht Automatentauglich sind. Zudem werden meist nur kleine Serien benötigt,
oder gewichts- und designeigene Exklusivitäten hergestellt.
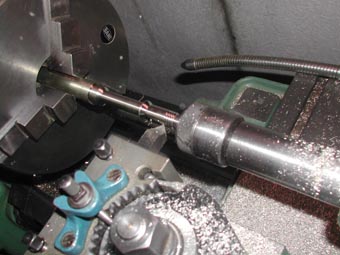
Hier sehen wir den Rohling aus Nickelsilber
nach einem ersten Vorschruppen von Gewinde- und Exzenternenndurchmessern.
Vorgängig wurde der Vollstab bereits aufgebohrt. Die bearbeiteten
Oberflächen wirken noch matt und grob. |